製造工程のご紹介第2弾の今回は撚線についてです。
伸線したステンレスワイヤーをロープに仕上げる為、ワイヤーをチューブラー型撚線機で4工程、5工程にわたって撚り加工を施していきます。
撚り構成は7x7、7x19、1x7、1x19、その他複数の撚り方が可能で、最大343本撚りまで可能です。撚り方により特性が異なるので用途に合わせてお客様にお選び頂いております。
品質の良いワイヤロープの条件とは?
・真直性の高いワイヤロープであること
・不反発性(ばらけない)の高いワイヤロープであること
・自転の少ないワイヤロープであること
弊社でも以上のことに細心の注意を払い、更に各ユーザー様の最も望まれる製品作りを目指しております。


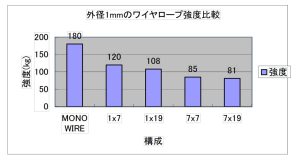
撚り構成での引張強度の比較
ワイヤロープには様々な撚り構成があり、同じ外径でも撚り構成によって引張強度が変わってきます。
例えば同じ外径のワイヤロープを色々な構成で製造するときに、撚り構成本数が多くなればなるほど、その材料となる1本の素線径は細くなります。
例として、外径1mmのワイヤロープを 1×7、1×19、7×7、7×19 の構成でそれぞれ製造するときに使用される素線径は、1×7では0.34mm、1×19では0.20mm、7×7では0.11mm、7×19では0.07mm というふうになります。
同じ線径で比較した場合、撚り本数が増えることにより柔軟性 (疲労強度)は増しますが、その分使用される素線径が細くなる為、引っ張り強度は下がります。
※下図参照(例)
いかがでしたでしょうか。
伸線に続き、その後工程の撚線についてのご紹介でした。
次回は被覆工程についてのご紹介をする予定ですので、よろしければ次回もご覧下さい。